


Roots of tennen
繊維から糸へ。紡績の現場を追う
tennenの服づくりは糸づくりから。前回は基礎を学びましたが、今回は新内外綿株式会社の国内製造拠点である子会社ナイガイテキスタイル(岐阜県海津市)を見学し、綿糸の生産工程をたどります。
そもそも紡績とは、綿、麻、羊毛などの短繊維を加工して糸にする工程のことですが、一口に紡績といえど、その中には、繊維をほぐして方向をそろえ、引き伸ばしながら撚り(より)をかけるなど、いくつもの工程の積み重ねです。
特に新内外綿とナイガイテキスタイルはさまざまな素材を幅広く扱い、目的に合わせて配合や条件を緻密に設計し、狙った表情を安定して実現する技術に定評があります。果たして、この工場で糸はどのように生まれ、いかに美しく丈夫になるのか。その長い道のりを追いながら、tennenのメイド・イン・ジャパンの服づくりをお伝えします。
►新内外綿に学ぶ、日本の紡績 PART1|新内外綿に学ぶ、日本の紡績
►新内外綿に学ぶ、日本の紡績 PART3|資源を活かす「反毛」という糸づくり
----
工場の敷地は広大で、いくつもの棟が工程ごとに区画され、通路でつながっています。 髪の毛より細い糸をつくるために稼働する機械は、その対象の繊細さに反して何千倍も巨大で、ものづくりのスケールに思わず圧倒されます。
糸という身近な存在を知らない人はいませんが、その生まれ方まで思いを巡らせる機会は多くありません。だからこそ本稿では、知っていそうで知らない長い道のりを、工程の流れに沿って一つひとつたどっていきます。現場で積み重ねられる緻密な仕事のすべてで伝えることは叶いませんが、一本の糸が形になるまでのプロセスを順序立ててご紹介します。
①素材の手配
紡績は当然原料の準備から始まります。

綿花は圧縮梱包の状態で工場に届き、1梱包は約220kg。広い倉庫にはたくさんの素材が保管されていました。

倉庫をまわってみると、葦やカシミヤ、パイナップル繊維、ヤクウール、ヘンプなど珍しい繊維も。服としては見慣れた素材でも、原料のまま目にする機会は意外と少なく、新鮮に感じられました。

糸づくりの前段階では、まず繊維の除塵を行います。圧縮梱包のままでは繊維同士が密着して作業に支障が出るため、綿の場合は原綿を開梱し、24時間ほど静置して工場内の温度・湿度に馴染ませ、含有水分を整えます。
こうして空気を十分に含ませることで、原綿は約1.5〜2倍にふくらみ、次の工程で扱いやすい状態になります。
↓
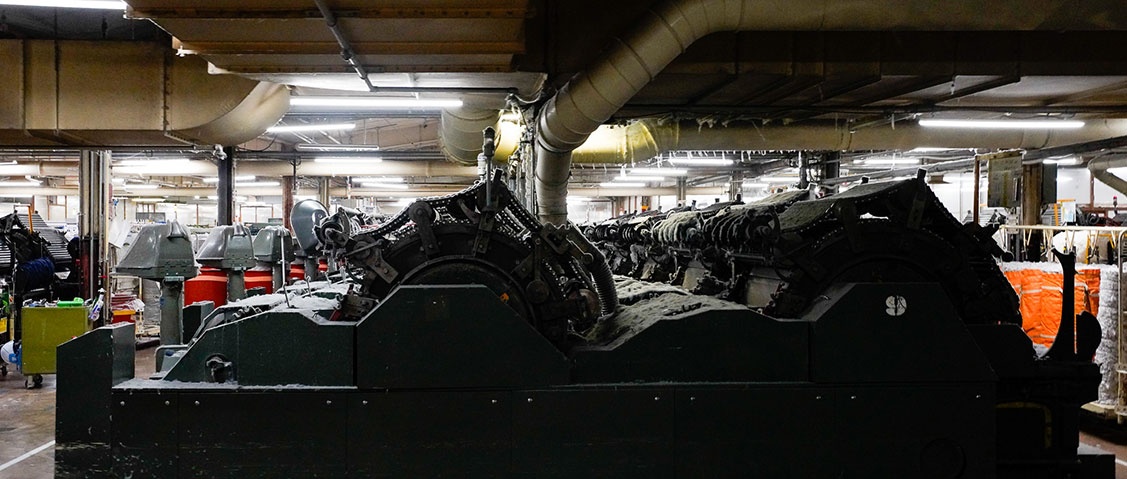
②混打綿工程
混打綿とは、圧縮された原綿をほぐす「開綿」、付着した葉かすや種子片などを除く「除塵」、そして異素材や異なる色の綿を均一に混ぜ合わせる「混綿」までを行う工程のことです。

写真の大きなコンベア式の機械が混打綿機で、一連の流れを担います。

シート状に重ねた原綿を剥がし、混打綿機へ投入します。 まずローラーで繊維をやわらかく解きほぐし、つづいて回転ドラムで綿を持ち上げては落とす動作を繰り返します。
このときに綿と異物の比重差を利用し、葉かすや種子片などのゴミを効率よく分離・除去します。

機械の中で細かなツメが動いて綿花をほぐし、ふんわりとさせていきます。

そして、こちらが打綿されたもの。

長い混打綿機を通過した原綿は、柔らかく開かれ、厚さ約1cmのシート状「ラップ」に整えられます。なお、この段階では繊維の向きはまだそろっていません。
↓
③調合工程
調合は、ナイガイテキスタイルの強みが最も発揮される工程。複合糸に欠かせない色のブレンドや、反毛と×オーガニックコットンなどの混紡比率の設計・調整が必要な場合、この作業を行います。
調合は、tennenのBOROプロジェクトにおける糸づくりにも大切な工程となっています。

色や素材の異なる原料を、目標の混率に合わせて正確に計量し、ダクトを通した空気搬送でストックビン(銀色のタンク)へ送ります。
そして、ビン内部で独自の攪拌を行い、繊維をムラなく均一にブレンド。これこそが、ナイガイテキスタイルの代名詞ともいえる濁りのない上品な糸の表情を生み出す秘訣です。

ムラなく混ぜ合わされた原料は、再び混打綿機を通してラップに整えられ、続いてカーディング工程へ進みます。
同社は原綿染めにも対応していて、原綿の段階で染色することで、糸や生地になってから染める場合に比べて使用する染料を抑えられ、環境負荷の低減にもつながります。

ちなみに、色を混ぜるタイミングは調合/練条/精紡の三段階があります。後工程になるほど色は混ざり切りにくくなり、杢(もく)感がより強く表れます。仕上がりの表情に合わせて、どの段階で混ぜるかを見極めることも大切なのだそうです。
↓
④カーディング(梳綿)工程
シート状の原綿(ラップ)をカード機で櫛削りし、繊維の向きをそろえます。同時に、細かなゴミや短繊維を取り除き、最終的にロープ状のスライバーへまとめていく工程です。

出来上がったラップは、カード(梳綿)機で櫛削り、繊維を一本一本に分離して平行にそろえます。この際、前工程で落ちなかった細かなゴミや短繊維も取り除きます。

この写真は、カード機の出口。さっきまでシート状だったものが、一本のロープのように出てきます。

カーディングは二段階です。まず太い針で大まかにほぐし、次に細い針で丁寧に梳いて、不純物や短繊維を除きながら長繊維を平行に整えます。こうして平行化した繊維を連続した紐状にまとめたものが「カードスライバー」です。
ナイガイテキスタイルではシングルカード機を縦連結したタンデムカード機を用い、二段構えで均斉度を高めることで、ムラの少ない高精度なスライバーを安定して作っているとのこと。

こちらが、出来上がったカードスライバー。なんとなく糸に近づいてきました。短い繊維が取り除かれ、強度のある糸が残ったロープ状の束になっています。
↓
⑤コーミング(精梳綿)工程
カーディングで整えた繊維を、さらに精密に梳いて短繊維やネップを除去し、平行度を高める工程です。

機械に設けられた無数の針にカードスライバーを通して櫛けずり、カード工程では十分に除去できなかった短い繊維やネップや葉カス等の夾雑物を除去。繊維を平行に引き揃えることによって、均斉な「コーマスライバー」を作ります。

写真の左がコーマスライバー、右がカードスライバーです。撚りをかける前の段階でも、繊維のそろい方=均一感の違いは一目瞭然です。
一般にコーマ糸は細番手まで引け、毛羽が少なく光沢が出るため、上品な表情の生地に向きます。一方のカード糸は自然なムラ感が残り、よりカジュアルな印象に仕上がります。
↓
⑥練条工程
カーディング/コーミングで得たスライバーを、練条機で6〜8本合わせ、約6〜8倍に引き伸ばす工程です。

このように、引き伸ばしながら繊維の向きをそろえることで太さムラを整え、均一な練条スライバーへと仕上げていきます。この段階での重ね方や混ぜ方を調整することで、後工程で現れる杢調の表情もコントロールできます。
↓
⑦粗紡工程
ここから、糸の姿を立ち上げていく工程が始まります。ただし練条スライバーはまだ太く、そのままでは精紡へ送れません。そこで粗紡機を用い、スライバーをさらに引き伸ばしながら、この段階で初めて保持のための軽い撚りを与え、ボビンに巻き取ります。

こうして得られるのが「粗糸(そし)」。撚りはあくまで下ごしらえで、後工程の安定に寄与します。

巻き取りの際は、スライバーが引っ張られながら機械に入っていきます。このとき糸が切れない程度に十分な撚りを与えつつ、硬くなり過ぎて後工程でムラを生まないよう、撚り量とテンションを絶妙にコントロールすることが重要とのこと。細かな条件調整が、のちの精紡の品質と歩留まりを左右するのだそうです。
↓
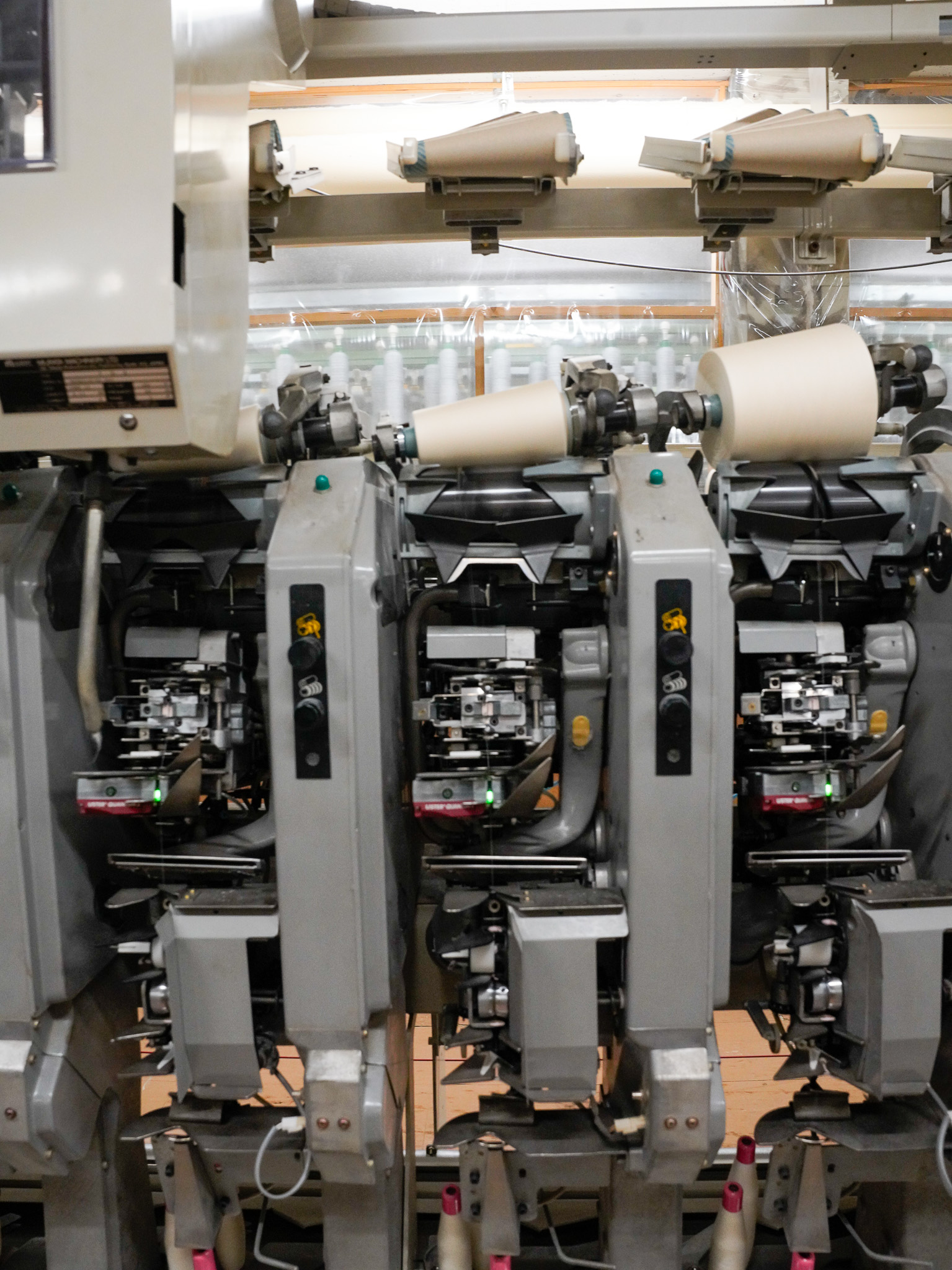
⑧精紡工程
紡績の主要工程の締めくくりです。粗紡で得た粗糸を引き伸ばし、所定の太さまで細くしながら、同時に必要な撚りを与えます。こうして糸としての形に仕上げたものをボビンに連続巻き取りし、次工程へ受け渡します。

この大きな精紡機では、上段に粗糸をセットし、引き伸ばしながら撚りを与え、下段のボビンへ連続して巻き取っていきます。ずらりと並ぶ各スピンドルに細く均一な糸が次々と巻き上がっていきます。

この機械は最大480本のボビンに同時に精紡可能。しかし、糸切れを1時間あたり10本以下に抑えるため、撚りの強さや紡ぐスピードを常に最適化しているとのこと。
なお、スラブ糸などの形状変化糸は、この精紡工程でパターン制御を行い、意図した太さの変化を組み込みます。
↓
⑨巻糸工程
精紡工程で出来上がったボビン糸を、必要本数をそろえて合糸し、大きなパッケージに巻き取ります。
処理中はコンピューターが糸の欠点を検知し、ネップや微小なゴミ、太さムラなどを自動的に除去します。一定量に達したら、最終形態であるコーン(円錐状のパッケージ)へきれいに巻き上げられます。
↓
⑩検品・出荷
各工程で検査を重ねていますが、出荷前には最終検品を行います。
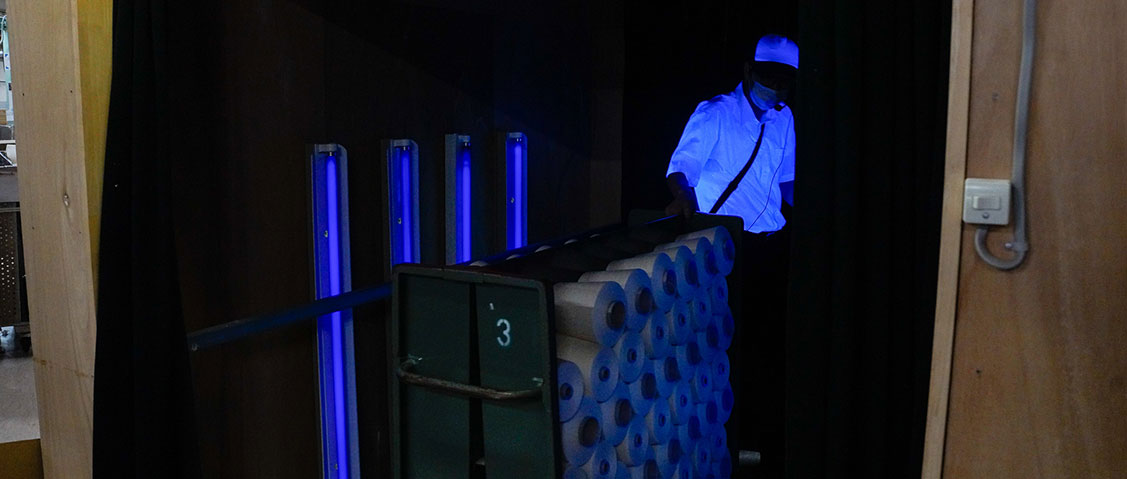
完成したコーンをキャスター台に載せ、ブラックライトを照射して品質のムラや、意図しない異種の糸の混入をチェック。センサーの検知結果と目視確認を突き合わせ、規格外はその場で除去、仕分けします。

撚りの強い糸は、撚り戻りによるループ状の縮れが出やすくなります。そこで、ニット用の糸は編み機の通りをよくするため、軽く熱を加えて糸のクセを落ち着かせる処理を行います。
写真のタンク状の機械では、コーンの外側だけでなく芯まで均一に熱が届くよう、内部を真空にして処理しているのだそうです。

そして、最後に荷詰めの段階でも人の目で状態を再確認し、合格した糸だけが世の中へ送り出されます。
--------------------------------
目に見えない工程の積み重ねを胸に

このように服づくりの最初の一歩である糸づくりが行われているわけですが、工程を順を追ってみていくと、一本の糸だけでも相当な手間をかけて作られていることがわかります。
それぞれの工程で使う機械はどれも大きく、しかも工程ごとにいくつもあるため、 広大な工場および倉庫の総面積が約2万5,000㎡というのも納得です。普段私たちが何気なく着ている洋服も、 こうした工程を一つひとつ通って生まれたもの。現場に息づく日本のものづくりのこだわりを垣間見ることで、改めてサステナブルなファッションと向き合うきっかけになればと思います。


.jpg)
